
 کنتاکت باز (N.O) :
کنتاکت باز (N.O) :
این کنتاکت در حالت عادی که ورودی PLC خاموش است باز بوده و اجازه عبور سیگنال را نمی دهد. در صورتی که ورودی PLC روشن گردد این کنتاکت بسته شده و مسیر عبور سیگنال را وصل می کند. مثلا اگر به ورودی PLC یک شستی استارت وصل باشد زمانی که شستی را تحریک نکرده ایم کنتاکت باز اجازه عبور سیگنال را نمی دهد ولی زمانی که شستی را فشار دهیم ورودی PLC روشن و در نتیجه در برنامه نوشته شده کنتاکت باز تحریک شده و اجازه عبور سیگنال را می دهد.

در Tool bar با زدن F1 و یا ![]() تایپ دستور LD در دسترس است.
تایپ دستور LD در دسترس است.
کنتاکت بسته (N.C) :
این کنتاکت در حالت عادی که ورودی PLC خاموش است بسته بوده و اجازه عبور سیگنال را از خود می دهد. در صورتیکه ورودی PLC روشن شود این کنتاکت باز شده و مسیر عبور سیگنال را قطع می کند.

در Tool bar با زدن F2 و یا با تایپ LDI قابل دسترسی است.![]()
خروجی OUT :
خروجی در برنامه در واقع تعیین کننده حالت تجهیزات خروجی هستند که به خروجی های PLC وصل شده اند و از آن ها فرمان می گیرند. چگونگی عملکرد خروجی ها با توجه به حالت ورودی ها و منطق برنامه کنترلی نوشته شده توسط کاربر، تعیین می گردد.

با نوشتن دستور روبرو نیز قابل دسترسی می باشد.![]()
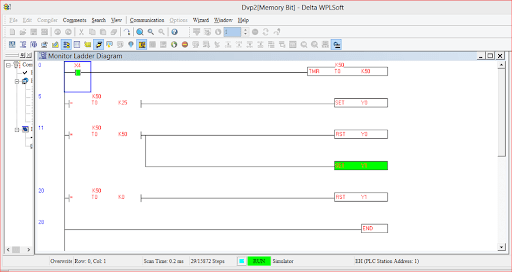
در PLC برنامه از سمت چپ به راست و از بالا به پایین اجرا می گردد و بعد از اجرای کامل برنامه ، اجرای آن دوباره از سرگرفته می شود توجه فرمایید که اگرچه شکل ظاهری دیاگرام نردبانی در مدارهای فرمان و برنامه های PLC یکسان است اما نحوه ی پردازش آن ها متفاوت می باشد.
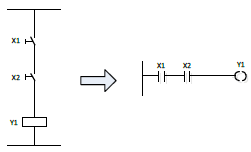
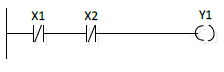
مثال1) حالت AND : در اینجا خروجی Y0 تنها وقتی فعال می شود که هر دو ورودی X0 و X1 وصل شده باشند.
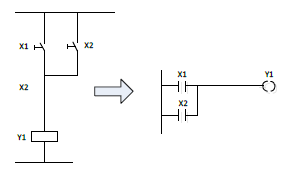
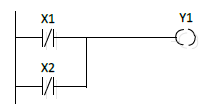
مثال2) حالت OR : در اینجا خروجی در صورتی فعال می شود که هر کدام از ورودی های A یا B یا هر دو وصل شوند.
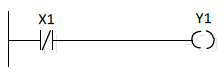
مثال3) حالت NOT : در این وضعیت بوبین خروجی Y0 و ورودی X0 عکس یکدیگر می باشند.
مثال4) حالت NOR :
مثال5) حالت NAND :
مثال6) حالت XOR :
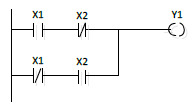
مثال7) مدار خود نگهدار :
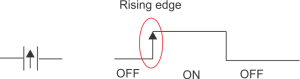
تیغه با لبه بالا رونده LDP :
این تیغه فقط در لحظه روشن شدن (بالا رفتن سطح ولتاژ) برای یک سیکل اجرای برنامه عمل می کند و سیگنال را از خود عبور می دهد و در سایر حالات خاموش است و سیگنالی از خود عبور نمی دهد.

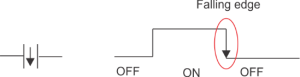
تیغه با لبه پایین رونده LDF :
این تیغه در لحظه خاموش شدن (کم شدن سطح ولتاژ) برای یک سیکل اجرای برنامه عمل می کند و سیگنال عبور می دهد و در سایر حالات خاموش است و سیگنال از خود عبور نمی دهد.

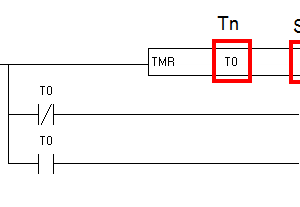
دستورات نگه دارنده SET/RST
مدارهای فرمان و رله های کمکی
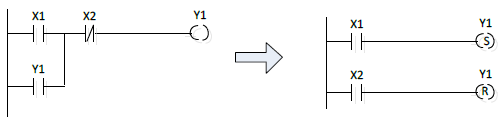
فرض کنید می خواهید یک دستگاه به صورت دائم در مدار قرار گیرد یا به عبارتی دیگر در کنترل یک ماشین لازم است فقط در یک لحظه کلیدی فشرده شود تا ماشین شروع به کار کند، در این حالت از یک تیغه باز کنتاکتور که به تیغه نگهدارنده معروف است استفاده می شود. یکی از دلایلی که موجب افزایش حجم سیم در تابلوهای فرمان می شود، استفاده از تیغه های کمکی کنتاکتور می باشد. زمانی که کنترل یک دستگاه بر عهده PLC باشد دیگر نیازی به استفاده از تیغه نگهدارنده و یا هر تیغه کمکی نمی باشد. در PLC جهت کنترل دائم فرآیندها از دستورات SET و RST یا همان فلیپ فلاپ ها استفاده می شود.
- در حقیقت دستور SET معادل تیغه نگهدارنده در مدارات فرمان می باشد.
دستور SET :
هرگاه نتیجه عملیات منطقی قبل از این دستور یک شد، این دستور خروجی مورد نظر خود را که یک بیت است فعال خواهد کرد. توجه شود که بعد از فعال شدن خروجی مورد نظر، پالس های متوالی به این دستور هیچ تغییری را در خروجی به وجود نمی آورند.
دستور RST :
از دستور ریست برای خاموش کردن خروجی مورد نظر استفاده می گردد.
ساخت فیلیپ فلاپ RS :
با توجه به اینکه PLC دلتا بلوک آماده ای برای فیلیپ فلاپ RS ندارد، با توجه به توضیحاتی که در مورد SET و RST در مباحث قبلی شده به مثال زیر توجه نمایید.
مثال: در این برنامه اولویت فعالیت با فلیپ فلاپ R یا ریست است.

نکته : توجه داشته باشید که در اجرای تمامی دستورات، اولویت همیشه با سطوح پایین تر برنامه است.
ساخت فلیپ فلاپ SR :
در این برنامه اولویت فعالیت با فلیپ فلاپ S یا SET است.


قسمت های دیگر آموزش پی ال سی دلتا




1 دیدگاه. ارسال دیدگاه جدید
ممنون از سایت عالیه شما بسیار کاربردی و کامل بود.